

Cov yam ntxwv ntawm cov khoom
Ob qho chaw ntawm cov tapered-polygon thiab flange tau muab tso rau thiab clamped, muab kev sib kis torque siab heev thiab lub zog khoov siab ua rau muaj kev ua tau zoo heev thiab ua rau muaj kev tsim khoom ntau ntxiv.
Los ntawm kev hloov kho PSC qhov chaw thiab clamping, nws yog qhov zoo tagnrho tig lub cuab yeej interface los lav qhov tseeb rov ua dua ± 0.002 hli los ntawm X, Y, Z axis, thiab txo lub sijhawm tsis ua haujlwm ntawm lub tshuab.
Lub sijhawm teeb tsa thiab hloov cuab yeej hauv 1 feeb, ua rau kev siv tshuab ntau ntxiv.
Nws yuav raug nqi tsawg dua cov cuab yeej los ua tiav los ntawm kev siv ntau yam arbors.
Cov Khoom Siv

Txog Yam Khoom No
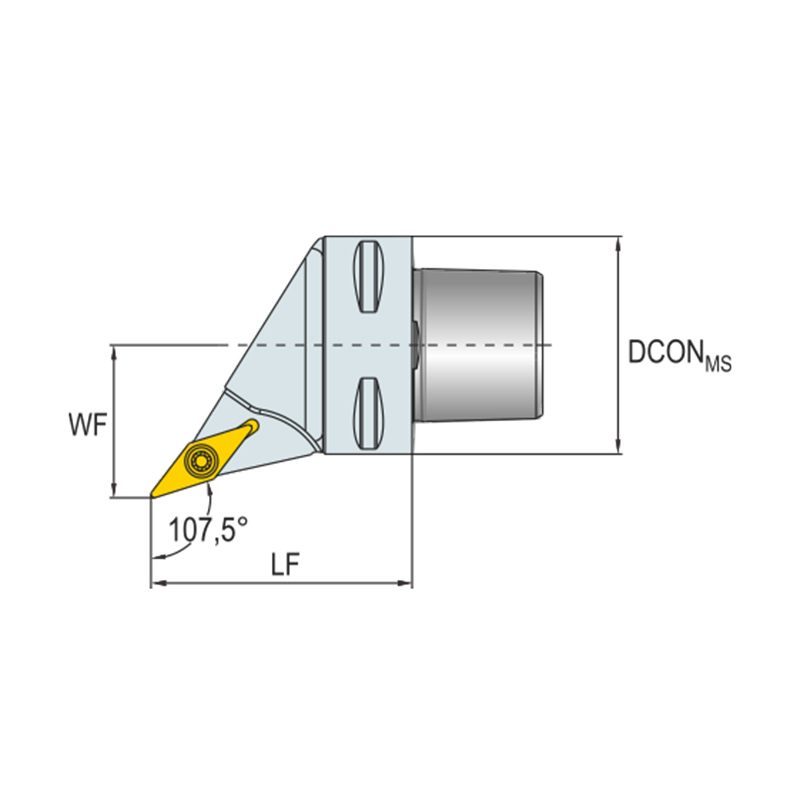
Lub cuab yeej tuav HARLINGEN PSC tig SVHBR/L yog ib lub cuab yeej raug tsim tshwj xeeb rau kev ua haujlwm tig hauv kev lag luam machining. Lub cuab yeej tuav no muaj cov qauv tsim txias precision, uas tso cai rau kev tshem tawm cov chips zoo thiab kev tso cua sov thaum lub sijhawm txiav. Nrog lub siab txias ntawm 150 bar, lub cuab yeej tuav no ua kom txias thiab lubrication zoo tshaj plaws los txhim kho kev ua haujlwm thiab lub neej ntev ntawm cov cuab yeej txiav.
Lub cuab yeej tig SVHBR/L yog tsim los ntawm cov khoom siv zoo thiab cov txheej txheem tsim khoom siab heev, ua rau nws ruaj khov thiab txhim khu kev qha rau cov haujlwm machining hnyav. Nws yog tsim los muab kev ruaj khov thiab kev nruj heev, txo qis kev co thiab xyuas kom meej tias qhov chaw tiav zoo heev thiab qhov loj me raug.
Lub cuab yeej tuav no siv tau nrog ntau yam kev siv tig, suav nrog kev ntxhib, kev ua tiav, thiab kev ua kom zoo nkauj, ua rau nws yog ib lub cuab yeej siv tau ntau yam rau ntau yam kev xav tau ntawm kev ua haujlwm. Txawm tias koj ua haujlwm nrog hlau, hlau tsis xeb, hlau cam khwb cia, lossis cov hlau tsis yog ferrous, lub cuab yeej tuav SVHBR/L tau tsim los kom xa cov txiaj ntsig zoo tshaj plaws.
Ib qho ntawm cov yam ntxwv tseem ceeb ntawm lub cuab yeej no yog nws lub tshuab ua kom txias. Tus qauv tsim tso cai rau kev xa cov dej txias ncaj qha mus rau thaj chaw txiav, ua kom muaj kev sib cais cua sov thiab lubrication zoo tshaj plaws. Qhov no tsis yog tsuas yog txhim kho lub neej ntawm cov cuab yeej xwb tab sis kuj txhim kho kev ua haujlwm txiav tag nrho thiab qhov tiav ntawm qhov chaw.
Tsis tas li ntawd xwb, lub cuab yeej tig SVHBR/L muaj lub tshuab hloov cov ntxig sai thiab yooj yim. Qhov no ua rau yooj yim thiab ua haujlwm tau zoo rau kev hloov cov ntxig, txo lub sijhawm tsim khoom tsis ua haujlwm. Nrog lub tshuab clamping ruaj ntseg, cov ntxig tau tuav ruaj khov rau hauv qhov chaw, ua kom ntseeg tau tias kev txiav ua haujlwm tas li thiab txo qhov kev pheej hmoo ntawm kev txav mus los lossis kev tawg ntawm cov ntxig.
Tus qauv tsim ergonomic ntawm lub cuab yeej SVHBR/L ua rau tus neeg siv xis nyob thiab yooj yim siv. Nws tau tsim los nrog lub qhov tuav xis nyob thiab qhov chaw muaj cov qauv, muab kev tuav ruaj ntseg thiab txo qhov nkees ntawm tus neeg teb xov tooj thaum lub sijhawm ua haujlwm ntev.
Hauv kev xaus lus, lub cuab yeej tuav HARLINGEN PSC SVHBR/L nrog kev tsim cov dej txias meej thiab lub siab txias ntawm 150 bar yog qhov kev xaiv zoo heev rau kev ua haujlwm tig kom raug. Nrog nws cov qauv zoo, kev sib xws ntau yam, thiab cov yam ntxwv tshiab, lub cuab yeej tuav no yog lub cuab yeej txhim khu kev qha thiab ua haujlwm tau zoo rau kev ua tiav cov txiaj ntsig zoo hauv kev lag luam machining.
* Muaj rau qhov loj, PSC3-PSC10, Txoj kab uas hla 32, 40, 50, 63, 80, thiab 100